PRÉSENTATION :
Eye Out Camera est un atelier spécialisé dans la restauration d'appareils photos argentiques et plus particulièrement dans les revêtements externes et les peintures.
Avec le temps les stigmates apparaissent : Les revêtements chromés d’origines se dégradent, le métal s’oxyde, les pièces se déforment suite à des chocs… Il est temps d’intervenir et de remettre en état son boîtier photographique afin qu’il perdure dans le temps. La remise en état s’opère au sein de l’atelier.
Qui plus est, en dehors des teintes dites “classiques”, il est proposé une large gamme de teintes et de cuirs afin de répondre aux attentes les moins conventionnelles et les plus extravagantes de certains. Chaque appareil est une pièce unique, à l’esthétique soignée et aux aux finitions exceptionnelles.

Cabine ouverte artisanale EO1, 2019.
CERAKOTE™
Depuis 2022 l’atelier utilise les revêtements de la gamme Cerakote™. C’est un revêtement polymère-céramique de haute résistance fabriqué par NIC Industries (USA). Ce revêtement offre une grande protection contre l’usure, la corrosion, les uv et les agents chimiques tout en étant d’une finesse remarquable. Ce qui est l’idéal pour revêtir et protéger les éléments externes et internes d’un appareil photo.
Plusieurs séries de la gamme Cerakote™ sont utilisées à l’atelier Eye Out. Elles s’appliquent à la fois sur le métal tout comme les matières plastiques et tant d’autres.
L’application de ce revêtement est un processus complet et rigoureux.
La série H et E : Ce sont les séries de chez Cerakote™ principalement utilisées à l’atelier. L’application s’effectue en cabine de peinture selon des critères précis (voir ci-dessous) et nécessite un thermo-durcissement. La pièce traitée passe au four à des températures allant de 65°C à 121°c. La gamme de couleurs est assez large (+ de 100 couleurs) et il existe plusieurs niveau de finitions, du matte au brillant. Des teintes métallisées existent également. Des vernis peuvent être appliqués selon les demandes.

L’atelier Eye Out en 2024
ÉTAPES DU PROCESSUS DE TRANSFORMATION
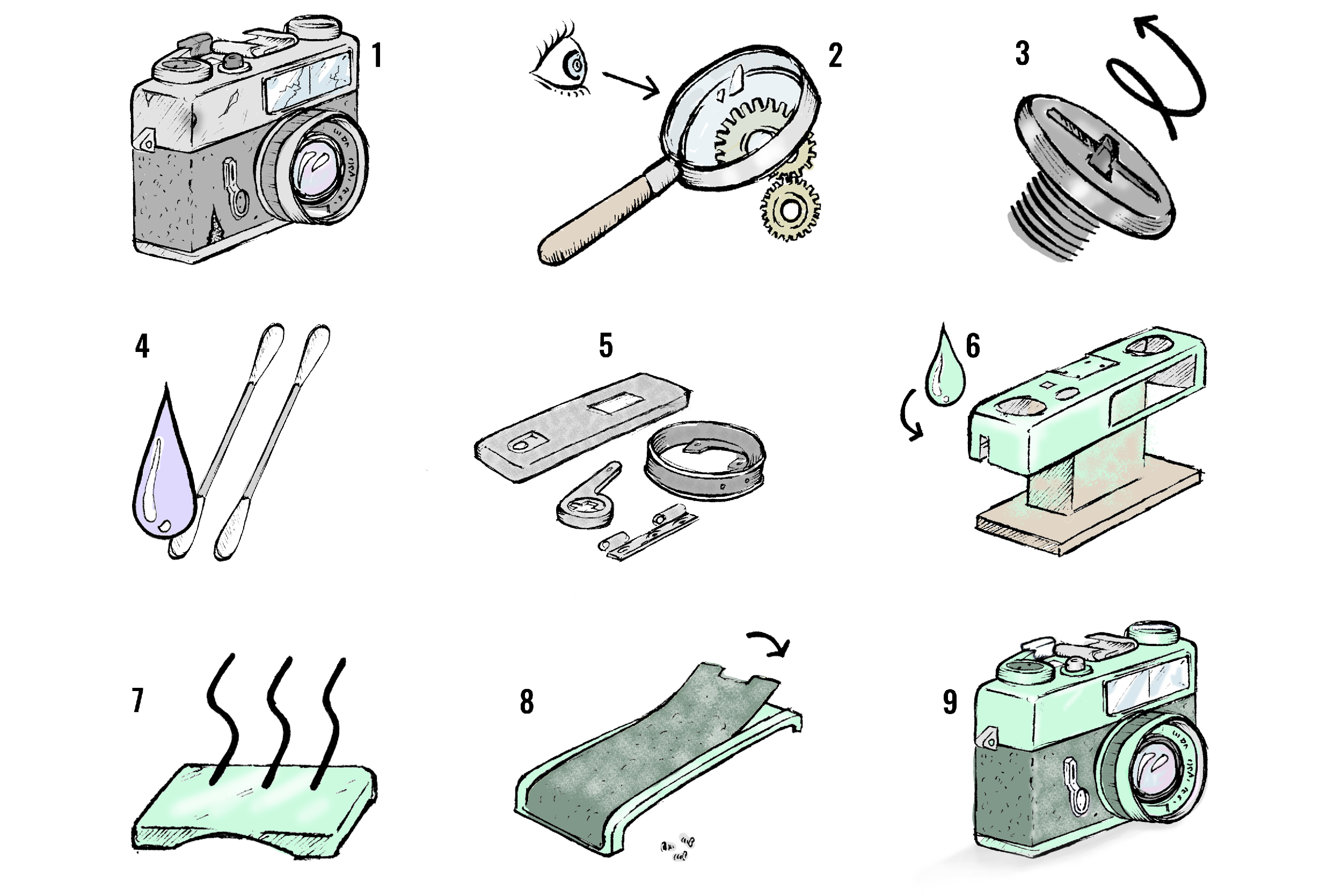
Illustration © Jimmy Léveillé
-
Réception du matériel et tests avant démontage
-
Contrôle de l’état de l’appareil, et listing des points à traiter
-
L’appareil est soigneusement démonté et les pièces à peindre sont séparées du reste du boîter. Les parties usées comme le gainage sont mises de côté pour être refaites ou remplacées au cours du processus.
-
Les pièces à peindre sont nettoyées et dégraissées. Étape cruciale pour la bonne application des revêtements Cerakote™.
-
Déchromage des pièces en laiton par électrolyse inversée chez un prestataire professionnel. Micro-sablage au sable garnet avec calibrage défini par le fabricant Cerakote™.
Cette étape permet de décaper et de créer une surface présentant une bonne adhérence pour le revêtement. -
Les pièces sont passées au four (dégazage) afin de chasser l’humidité et les contaminants éventuels et/ou repérer les résidus de graisse.
L’application du revêtement se fait à l’aide d’un pistolet à peinture LVLP ( Low Volume Low pressure).
En cas de superpositions de couleurs, pour la série H, un séchage éclair est requis entre chaque couche. -
La polymérisation désigne l’action lorsque durant le séchage, ses petites molécules (monomères) en forment de plus grosses (polymères). C’est ce qui créer le durcissement et la solidité de la peinture.
La série H nécessite une polymérisation au four. La série C par air ambiant.
Les pièces sont inspectées et si un défaut est trouvé, elle est retraitée. -
L’appareil est ré-assemblé avec le plus grand soin et reçoit ses nouvelles garnitures (cuirs, accessoires, etc…). L’ordre d’assemblage des pièces est respecté scrupuleusement en fonctions des notes prises à l’étape du démontage. Les manuels de réparations sont utilisés pour respecter les réglages constructeurs
-
Une fois l’appareil remonté des tests de fonctionnement sont effectués. Une bobine test est chargée afin de s’assurer du bon montage et qu’il ne présente aucun défaut.
Une fois ces tests passés, l’appareil est fini.